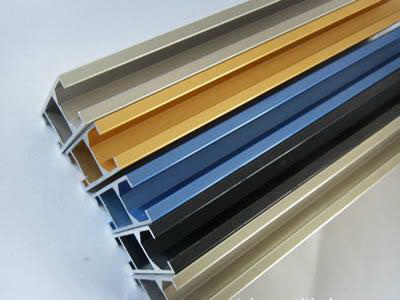
1 鋁型材氧化染色原理
鋁型材或鋁制品的陽極氧化膜是由大量垂直于金屬外表的六邊形晶胞組成��,每個晶胞中心有一個膜孔�����,并具有極強的吸附力,當氧化過的鋁制品浸入染料溶液中����,染料分子經過擴散作用進入氧化膜的膜孔中,同時與氧化膜構成難以別離的共價鍵和離子鍵�����。這種鍵分離是可逆的����,在一定條件下會發(fā)作解吸附作用。因而���,染色之后���,必需經過封孔處置����,將染料固定在膜孔中��,同進增加氧化膜的耐蝕��、耐磨等性能�����。
2 陽極氧化工藝對染色的影響
在氧化染色整個流程中����,由于氧化工藝緣由形成染色不良是比擬普遍的。氧化膜的膜厚和孔隙平均分歧是染色時取得平均分歧顏色的前提和根底����,為取得平均分歧的氧化膜,保證足夠的循環(huán)量���,冷卻量����,保證良好的導電性是十分重要的,此外就是氧化工藝的穩(wěn)定性���。
硫酸濃度,控制在180—200g/l��。稍高的硫酸濃度可促進氧化膜的溶解反響加快�����,利于孔隙的擴張�����,更易于染色�;
鋁離子濃度,控制在5—15 g/l���。鋁離子小于5g/l�,生成的氧化膜吸附才能降低���,影響上色速度�����,鋁離子大于15g/l時���,氧化膜的平均性遭到影響����,容易呈現(xiàn)不規(guī)則的膜層����。
氧化溫度,控制在20℃左右��,氧化槽液的溫度對染色的影響十分大����,過低的溫度致使氧化膜的膜孔致密,染色速度顯著減緩����;溫渡過高,氧化膜蔬松��,容易粉化,不利于染色的控制���,氧化槽的溫差變化應在2℃以內為宜�����。
電流密度�,控制在120—180a/m2��。電流密渡過大����,在膜厚一定的狀況下�,就要相應地縮短鋁制品在槽中的電解時間,這樣��,氧化膜在溶液中的溶解減少��,膜孔致密��,染色時間加長��。同時����,膜層容易粉化����。
膜厚�����,染色請求氧化膜厚度普通在10µm以上沖溶液����。膜厚過低,染色容易呈現(xiàn)不平均現(xiàn)象����,同時在請求染深色顏色(如黑色)時,由于膜厚不夠�,招致染料的堆積量有限,無法到達請求的顏色深度(不夠黑)�����。
總而言之��,陽極氧化作為染色的前工序����,是染色的根底����。陽極氧化的問題在染色之前���,我們很難看到或者基本無法看到�����,一旦染上色之后���,我們會明晰地看到諸如顏色不平均的現(xiàn)象。而此時���,消費工作者常常會把問題的緣由歸于染色的不正常,而疏忽在氧化工藝上尋覓緣由�。
本文標簽:陽極氧化 鋁型材 氧化染色 鋁制品 氧化膜